
Batch size 1, no set-up times, unmanned production, process-reliable blasting results and integration into the existing production line were the main focus of attention when planning the new blasting plant for BMW Brilliance Automotive (BBA) in Shenyang, China. This is the car manufacturer's most modern engine plant worldwide. The Pangborn Group, in close cooperation with the project managers of BMW, developed a tailor-made concept which meets all the requirements of a state-of-the-art production line. The heart of the scope of supply is a foundry and forge-compatible TCH (Turn-Chamber-Hook) line, which is designed for intensive three-shift operation in a solid, low-maintenance and fully automated manner. The overall armouring of the plant is 23 to 25 millimetres thick and consists of manganese and chromium castings. Four frequency-controlled high-performance turbines (double disk wheel), each with 22 kW installed power, ensure optimum blasting results in the shortest possible processing time. The new type of separator system for coarse particles of all kinds that can fall off the workpieces was also introduced.
Loading and unloading parallel to the blasting process
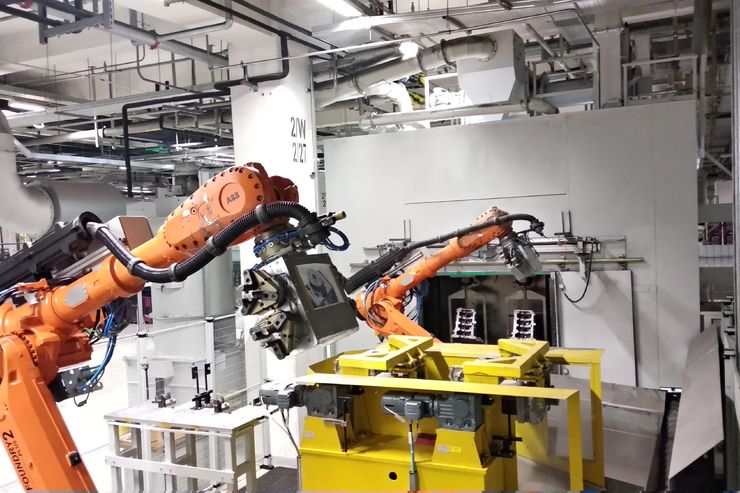
The seven different types of crankcases (3- and 4-cylinder) are transported on transport units to the blasting plant in 40-second intervals. There they are removed by a robot using a gripper system and turned through 180° and transferred to the loading robot of the blasting plant. In order to reduce the total cycle time, each robot has two gripper units which, due to their mode of operation, significantly reduce the number and speed of the robot travel paths. The loading robot positions the different workpiece types in the correct position in the two workpiece holders of the blasting system. The system's turning chamber principle enables a very short cycle time, as the loading and unloading of the system runs parallel to the blasting process. An individual blasting programme can be assigned to each type of component, which is safely implemented even when loading two different workpiece types in the blasting system.
After the part-specific blasting parameters have been processed, the workpieces are removed and residual abrasive and dust is cleaned by means of robotics and vibrating stations. The separated abrasive is fed back to the blasting plant by means of a transport worm. The blasted parts are transported on the individual workpiece carrier to the further processing steps. The system control always monitors that all parts which are fed to the next work step have been processed in the required quality. If deviations are noticed, the parts are ejected for inspection or reworking. The modular principle of the blasting system allows the simple and cost-effective adaptation of the entire system to new workpieces and blasting tasks.
The complete article was published in the German anniversary issue of JOT.
Autor(en): V+S Vogel & Schemmann Maschinen GmbH


